Verrohrung Fittings Aramtuen
22 Bilder
Es war ein ziemlicher Zeitaufwand, das Austüfteln und der Bau von einigermassen brauchbaren Vorrichtungen und Hilfsmittel für das positions- und radiusgenaue Biegen von Kupferröhrchen. Es waren vor allem die engen Radien bei dünnwandigen Rohren die zu knackenden Nüsse. Ganz speziell wurde und wird es bei unmittelbar anschliessenden Bogen in eine ganz andere Richtung.
Ein weitere Frage stand im Raum, soll das Rohr vorher weichgeglüht werden, oder nicht. Ich selber verzichte darauf, denn gemäss meinen gemachten Erfahrungen besteht gerade bei weichgeglühten, vor allem dünnwandigen Rohren die logische Gefahr, dass sich beim Biegen die äussere Rohrwandung nach innen falzt.
Im Weiteren beabsichtigte ich mir eigene Standards für Anschluss-Verschraubungen und Armaturen zu erarbeiten und mechanisch machbare Lösungen zu finden. Die festen Vorgaben waren für mich die Folgenden:
· Überall optimale, d.h. funktionsgerechte Kupferrohr-Querschnitte unter Ausnützung aller verfügbaren Dimensionen.
· Ausschliesslich geschraubte Leitungsverbindungen und –Anschlüsse mit Konus für alle Dimensionen.
· Keine Querschnitts-Verengungen in der Leitung durch Verbindungen und Armaturen.
· Alle Hähne mit Spindel-Stopfbuchsen und Gewinde-Anschlüssen.
· Kleinstmögliche Abmessungen der Armaturen (Hähne, Ventile und Wasserstände) im Führerstand. (Die POP-Sicherheitsventile, die Prüf- und Einstell-Einrichtung dazu, der Regulator-Block und das Leerlauf-Ventil werden später ein separates Thema sein.)
Die nächsten Schritte waren, die Vorab-Fabrikation eines Gesamt-Sortimentes von Rohr-Verschraubungen, die Herstellung der Hähne Typ1+2, sowie die dazu passenden Handräder.
Für die Letzteren wäre Bronzeguss wahrscheinlich die einfache Lösung gewesen, aber das Selbermachen reizte mich zu sehr.
Bilder-Übersicht anzeigen
Das Eigenbau Rohrbiege-Equipment.
Für 1.5 - 4mm Kupferrohre geeignet. Radius-Rollen werden nach Bedarf angefertigt.
1/22
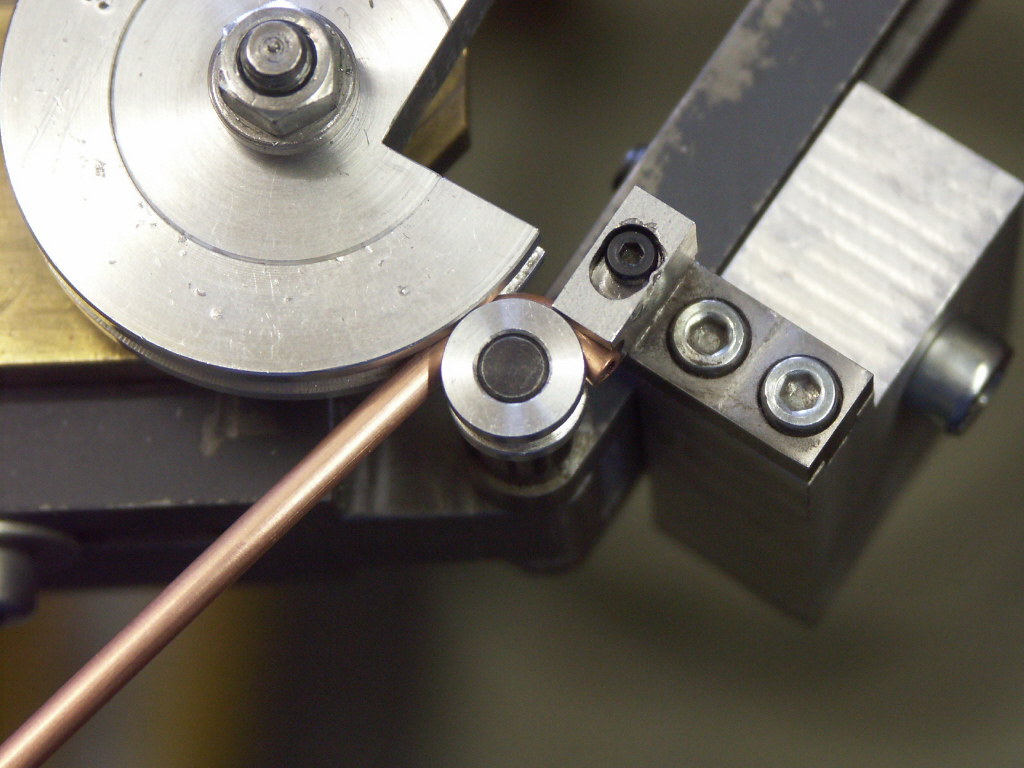
Anwendungs-Beispiel an einem 3mm Kupferrohr...
2/22
...und hier das brauchbare Resultat.
3/22
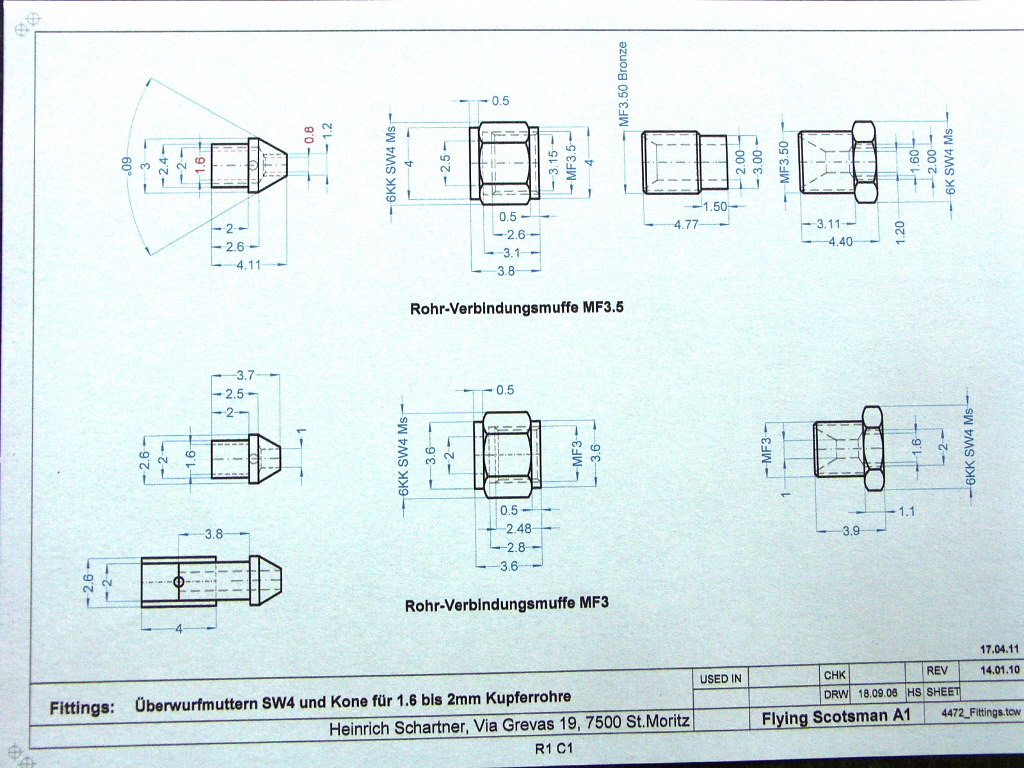
Werkstatt-Zeichnung für Rohr-Nippel 3 und 3.5mm.
4/22
Das Nippel-Gesamtsortiment.
5/22
Hier ein kleiner Ausschnitt.
Es finden ausschliesslich MF-Gewinde Anwendung, wobei die Bohrungen ausgedreht und die hinteren Gewinde-Enden hinterdreht worden sind.
6/22
Chassis-Verrohrung von unten betrachtet...
7/22
...und hier im Bereich der Adamsache.
Untere Leitung: Zur Speisepumpe.
Mittlere Leitung: Zum Bypass Tender/Speisekopf.
Obere Leitung: Zur Dampfbremse.
8/22
Chassis-Verrohrung von oben gesehen.
Die flexible und verschraubte Rohrverbindung führt zum drehbar gelagerten Bremszylinder-Block.
9/22
Der Hahn-Typ 1
Für einen optimalen Durchlass-Querschnitt ist der Körper dreiteilig gefertigt und hart verlötet. Die dazu verwendete CuSn8-Lagerbronze ist von zäher Qualität und daher für dünnwandige Anwendung ganz hervorragend geeignet.
10/22
Das fertige Produkt vom Typ 1.
11/22
Ventil-Satz im Führerstand.
Am Dampf-Joch links Manometer-Anschlussnippel und rechts Anschlussnippel zum Brems-Ventil.
12/22
Front-Ansicht Führerstand.
Dampfjoch, Wasserstände mit Spühl-Hähne, die beiden Speiseköpfe, oben links der Injektor- und links der Bläser-Hahn.
13/22
Übersichts-Zeichnung Bypass.
14/22
Der eingebaute "Bypass" im Führerstand.
15/22
Werkstatt-Zeichnung für die Handräder Typ 1+2.
16/22
Werkzeug-Satz für die Herstellung der Handräder.
Aufspann-Dorne und 4-Kant-Stempel 1+2 für die Räder-Naben. Alles aus Silberstahl und gehärtet.
17/22
Gesamtansicht der Löt-Vorrichtung.
18/22
Arbeitsschritt 1:
Vor-Positionieren der Speichen
20/22
Arbeitsschritt 2:
entrieren der Nabe und Aussenring und einschieben der Speichen in die Naben-Bohrungen.
21/22
Arbeitsschritt 3:
Die Zentrierhülse ist hochgezogen und das Handrad kann mit 0.5mm Silberlot verlötet werden. Die überstehenden Speichen-Enden werden zum Schluss im speziellen Aufspanndorn bis auf die Hahn-Schulter überdreht.
22/22